總 部:029-88325700
地 址:西安市高新區高新路80號望庭國際一單元901室
工 廠:029-86085235
網址:www.0451hcjsk.com
地 址(zhǐ):西安涇河工業園(yuán)北區西金路195號
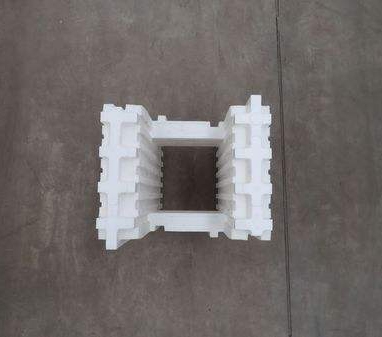
由於(yú)epp保溫箱擠出機中的計量壓力是大致穩定的,發泡流體可以在受控製(zhì)的(de)壓力(lì)下加入(rù)。注射料杆在注射時發生(shēng)的泄漏較少,保證了(le)高準確(què)度部件質量,甚至在高速注射情況下也(yě)能如此。其主要(yào)缺點是對於注射(shè)微孔泡沫塑料需要添加特殊的設備。
發泡流體注入塑化裝置。這種設計不同之處在於塑化機筒的後半部分,通過一個或多(duō)個(gè)注料(liào)器將發泡流體注入到熔體(tǐ)中。活塞式螺杆配有(yǒu)混合和剪切元件,能(néng)保證聚合物-發泡流體混合均化。由於epp保溫箱發泡(pào)流體加入到聚合物後,聚合物(wù)粘度下降,因(yīn)此熔(róng)體中的熱量開始散失,一直延續至注(zhù)射機截流式注嘴處,所以塑化的關(guān)鍵在於裝有混合元件的螺杆部分。
箱")
這種設計的缺點是機械技術多樣化,而且相對複(fù)雜(zá)。除(chú)了(le)在塑化機(jī)筒中安裝了一個或多個注料器以及發泡流體外,還需一(yī)個合適的、準(zhǔn)確的計量位置,另需配有(yǒu)混合元件和(hé)剪切(qiē)元件的特製螺杆(25~28υ)。另一個缺點是螺(luó)杆相對於注(zhù)料口移動,因此螺杆的有效長度(dù)在變(biàn)化。
這個缺點可以通過安裝幾(jǐ)個注料器來彌補,但需(xū)要複雜的控(kòng)製技術。這種設計被看做是第1種適(shì)合市場推廣的(de)注射模塑技(jì)術,它能(néng)保證製件模塑成微孔構件。這個方法(fǎ)已被用於加(jiā)工PA、TPE、PE、PC、PP和PCABS合金(jīn)。
使用特殊噴嘴(zuǐ)的發泡流體的注射過(guò)程。epp保溫箱在(zài)另一種不同的發泡注射過程中,發泡流(liú)體通過一個安裝在截流式噴嘴和塑化裝置之間的特殊噴嘴注射。