總 部:029-88325700
地 址:西安市高新區高新路80號望庭國際(jì)一單元(yuán)901室
工 廠:029-86085235
網址:www.0451hcjsk.com
地(dì) 址:西安涇河工業園北區西金路195號
1.設備
所用設備為德國EMB公司PU150/80反應注(zhù)射成型機,epp保溫箱其主要參數如下。
混合頭物料通(tōng)過量:400~2800g/s(自清潔撞(zhuàng)擊式);
多元醇驅(qū)動電動機功率:22kW;
異氰酸酯驅動電動機功率:11kW;
多元醇計量泵(軸向活塞泵)能力:55L/min;
異氰酸酯計量泵(軸向活塞泵)能力(lì):28L/min。

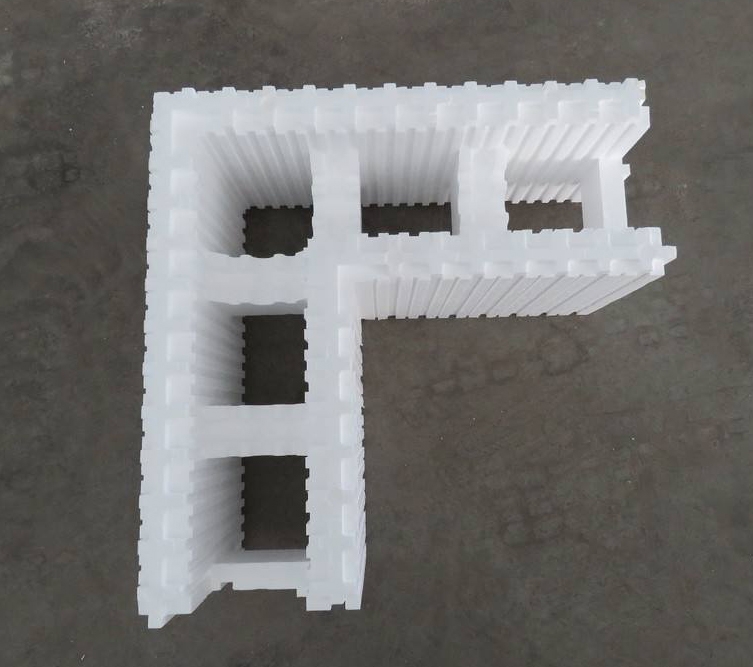
2.模具
擋泥板(左、右)產品(pǐn)的兩套模具均從意大利 Cannon公司引進,模體為鋁製,整體強度高;模體內有組合型芯,采用氣體自動側抽芯(xīn);整個模具采用氣動,以實現模(mó)具的(de)啟閉和翻轉;epp保溫箱注料口采用阻流式;並采用卸開麵排氣。該模具可滿足下列各項(xiàng)要求。
1)混合(hé)後的料流以層流的形式注(zhù)入模具;
2)注料口的安裝位置(zhì)在模具的最 低點,以便於把模具中排(pái)出的氣體向最後充滿的部分驅趕,從最後充滿(mǎn)點的排(pái)氣口(分(fèn)型麵)排出空氣;
3)分型(xíng)麵的位置能使成型後的製件輪廓在(zài)分型麵附近或(huò)以下產(chǎn)生;
4)模具型腔表麵的鍍鎳層易使(shǐ)製件脫(tuō)模;
5)模具溫度能控製在50~55℃。
3.原(yuán)料
(1)選料原則選擇適合於生產擋泥板的聚氨酯原料應考慮(lǜ)以下幾點。
1)組分應有(yǒu)良(liáng)好的儲存(cún)壽命(mìng)和穩定性;
2)組分應有良好的流動(dòng)性能,在加(jiā)工溫度下,粘(zhān)度要低於1500mPa·s;
3)由於混合頭噴嘴直徑選擇流量(liàng)為1335g/s,而擋(dǎng)泥板是大型(xíng)製件(質量為4.5kg),因此物料凝膠時間應不小於5s,若凝膠時間太長,則生產效率下降,生產周期加長。因此(cǐ),選定凝(níng)膠時間為5~10s。
4)脫模時間的選擇應兼顧到製件(jiàn)從模具中取出時有足夠的(de)初強度以承受脫模操作,epp保溫箱同時應保證製件(jiàn)在後固化時沒有較明顯的變形現象出現。
5)製件初步固化後應易於從(cóng)模(mó)具中取出,不存在粘模或積料(liào)現象;
(2)原料(liào)確定鑒於以上原則,選用黎明(míng)化工研究院研(yán)製的LM-802聚氨酯微孔彈性體料。